The Sphere Repeatability Test is loosely based on the B89.10360, Acceptance Test and Re-verification Test for Coordinate Measuring Machines (CMMs) Part 2: CMMs Used for Measuring Linear Dimensions and ISO B10360-2, Geometrical product specifications (GPS) -- Acceptance and re-verification tests for coordinate measuring machines (CMM) -- Part 2: CMMs used for measuring linear dimensions.
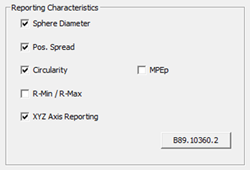
It's purpose is to gain knowledge on the capabilities of your complete CMM system with regards to Volumetric Probing Error, also known as MPEp.
All CMM systems have inherent errors that can be quantified and should be considered in your measurement process. Simple question like can a CMM provide sufficient results to measure your production part with stated tolerances.
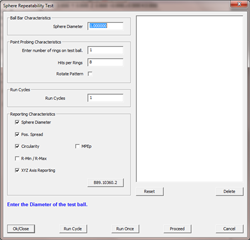
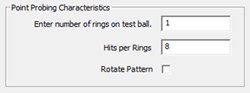
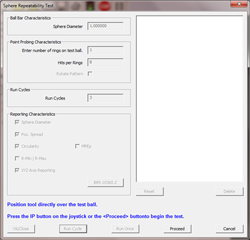
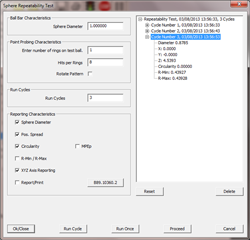
The Sphere Repeatability Test stresses your entire system, but is designed to produce a repeatability value over a short distance, or sphere. The sphere has a limitation of 2.0000" (50.8 mm). For this test, the styli configuration is a straight down stylus with sufficient extension length equal to or greater than one test sphere radius. |